
Manufacturers understand that their legacy supply chain and manufacturing business processes cannot meet today's demands. Consequently, they need to create more agile, intelligent, adaptable production runs. Smart manufacturing describes emerging new solutions, such as a Manufacturing Execution System (MES), that are highly connected and digitized. By deploying such solutions, these companies break down traditional barriers, automate manual processes, and streamline the manufacturing process.
Traditional manufacturing devices were dumb, so personnel had limited visibility into what was occurring from the start of the supply chain to the end of the production run. Central to the smart factory is Industry 4.0, the deployment of a new generation of intelligent equipment, such as sensors, autonomous motors, and robotics. These devices make it possible for factory workers to monitor individual and collective actions taking place throughout the supply chain and the factory floor.
Build a Smart Factory
Manufacturers couple these items with other recent technical advances, such as the Internet of Things (IoT), cloud computing, Big Data and analytics, and AI and machine learning. As a result, personnel gain more awareness about the pluses and minuses of each production run. For example, vibration sensors provide a warning when motors, bearings, or other equipment start to behave erratically. These alerts trigger preventative maintenance that reduces the chances that signification production problems, such as downed equipment, occur.
Ultimately, the application of intelligence to factory equipment creates a dynamic, interactive supply chain and manufacturing operations, changes supporting Industry 4.0, next-generation factories. Smart equipment makes it possible to automate much of the monitoring required to account for equipment and material variability.
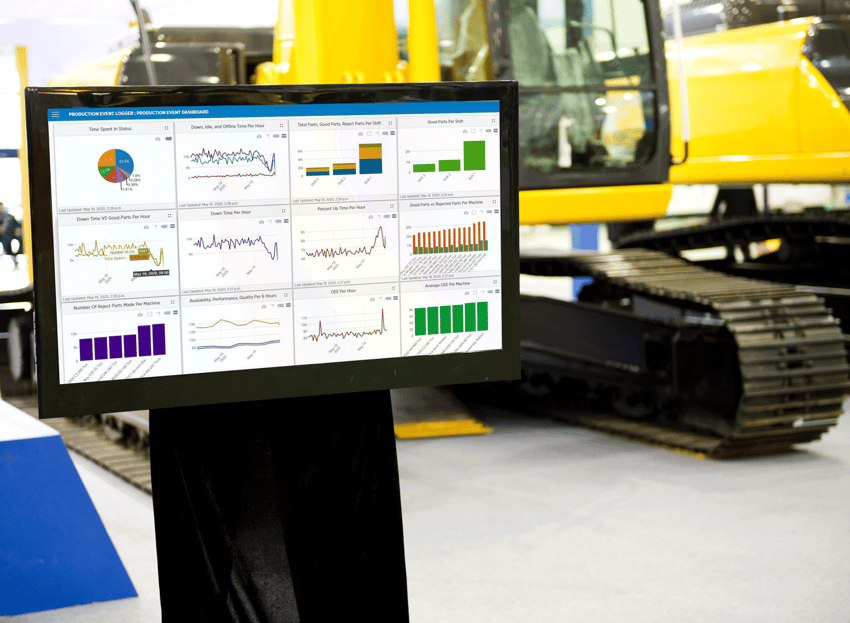
The smart factory requires a key building block, an MES. By adding intelligence to equipment, companies gain access to more performance information. However, they need to consolidate their Big Data into a central system, one that offers easy access and analysis. An MES solution, such as PlantStar, offers that ability. The innovative, interactive software delivers real-time visibility into the supply chain and the shop floor. As a result, decision-makers gain more control over the production process. They see what is happening in real-time. As a result, they manage proactively and make changes inside and outside their facilities that maximize efficiency and, in turn, create a stronger business. The smart factory delivers many benefits.
1. Continually Improve Operations
In essence, a smart factory integrates production systems, machines, workers, and real-time data into a single, digitally connected ecosystem. Consequently, factory workers not only access and analyze data, but they and the system also continuously learn from their experiences and take steps to improve the manufacturing plant. By collecting, consolidating, and interpreting data, they see trends. The system even recommends new smart manufacturing workflows and automates many time-consuming, manual processes. These cognitive manufacturing ecosystems rely on access to real-time operational information to drive more efficient predictive and prescriptive analytics. Further, by introducing the use of advanced analytics powered by AI/ML the factory systems’ maturity eventually progresses from connected systems to intelligent devices to self-awareness, ultimately autonomously self-healing when problems arise.
2. Decrease Machine Downtime
Manufacturing factories require that machines are constantly up and running. A smart factory decreases the amount of machine downtime by providing more visibility into device performance. In the past, companies only fixed equipment when it broke down. With intelligent devices, workers spot potential machine issues before they occur and take steps to ensure the production line hums along.
3. Reduce Paperwork
Traditionally, manufacturing personnel relied on paper and spreadsheets to track how materials and goods flowed. The process created many inefficiencies. Data collection and data input were manual, so there was a lag between the time when an event occurred, and the system recognized it. Spreadsheets are static and do not update themselves automatically, so they quickly become out of date. They are also prone to human input mistakes. A smart factory automates the data collection process and enables personnel to act on real-time data. As a result, the business is better able to respond to issues stemming from material availability, production efficiency, and changes in customer demand.
4. Lower Labor Costs
With no visibility into the supply chain and factory floor, managers often over-schedule personnel. With smarter systems, they move in front of job scheduling and labor tracking. Reports illustrate areas, like job scheduling, defect collection, and machine/tool cycles. Manufacturers are now able to evaluate machine performance in real-time. All plant information is in one place, so they have a complete picture of the manufacturing process. These insights help them make better-informed decisions on labor requirements and allocation. As a result, they better manage their workforce, reduce labor costs, cut down on waste, and operate more efficiently.
Traditional manufacturing systems were not intelligent, which resulted in many inefficiencies. The adoption of smart factories provides much more insight into device performance. With that information, suppliers gain more control over the manufacturing process and are able to take steps to improve system performance.
Featured E-Book
Discover the revolution that awaits your manufacturing process and step into the world of smart factories! Don't miss out on the opportunity to elevate your business to new heights. Download our featured ebook, "How Production and Process Monitoring Improve Your Manufacturing Process," and unlock the potential of a Manufacturing Execution System (MES) to break down barriers, automate processes, and streamline your operations. Learn how to harness the power of intelligent equipment, IoT, Big Data, and AI to continually improve your operations, decrease machine downtime, reduce paperwork, and lower labor costs. Embrace the future of manufacturing and build a smart factory today! Click here to get your copy now and start transforming your business.
Topics: manufacturing solutions

